歡迎訪問,深圳市嘉聯(lián)激光有限公司官方網(wǎng)站!全國服務(wù)熱線:13316629890 13632989645 0755-89213639
歡迎訪問,深圳市嘉聯(lián)激光有限公司官方網(wǎng)站!全國服務(wù)熱線:13316629890 13632989645 0755-89213639

熱門搜索: 激光焊接機,激光打標(biāo)機,激光切割機,
深圳市嘉聯(lián)激光有限公司是一家致力于激光設(shè)備的研發(fā)、設(shè)計、生產(chǎn)、銷售和服務(wù)為一體的...

深圳市嘉聯(lián)激光是國內(nèi)知名的激光焊接機解決方案提供廠家,專注研發(fā)生產(chǎn)銷售服務(wù)于光纖...

20余個應(yīng)用領(lǐng)域,與比亞迪等知名企業(yè)共同合作共贏,以優(yōu)質(zhì)的品質(zhì)產(chǎn)品為您服務(wù)鑄造好品...

公司建立了完善質(zhì)量控制和售后服務(wù)體系,以高科技高質(zhì)量為標(biāo)準(zhǔn),為用戶提供優(yōu)質(zhì)、全面...

深圳市嘉聯(lián)激光是國內(nèi)知名的激光焊接機解決方案提供廠家,專注研發(fā)生產(chǎn)銷售服務(wù)于光纖...

作者: 發(fā)表時間:2018-11-30 10:15:20瀏覽量:6167【小中大】
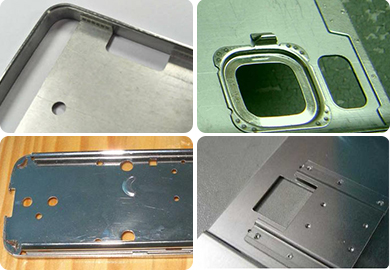
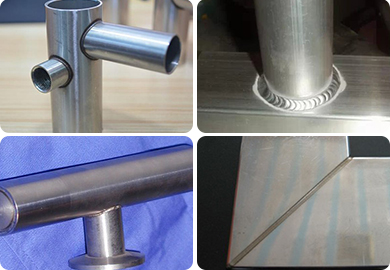
脈沖激光焊接時,主要是以傳熱熔化方式進行的。激光束本身對金屬的直接穿入深度是有限的,其主要取決于材料的導(dǎo)溫系數(shù)(導(dǎo)溫系數(shù)大的則穿入深度大),而不是激光器的功率大小。
深圳市嘉聯(lián)激光有限公司是一家致力于激光設(shè)備的研發(fā)、設(shè)計、生產(chǎn)、銷售和服務(wù)為一體的高新技術(shù)企業(yè)。想了解更多的技術(shù)咨詢,歡迎來嘉聯(lián)激光,給您最專業(yè)及最耐心的回答。聯(lián)系電話:13632989645

 激光打標(biāo)機
激光打標(biāo)機 激光焊接機
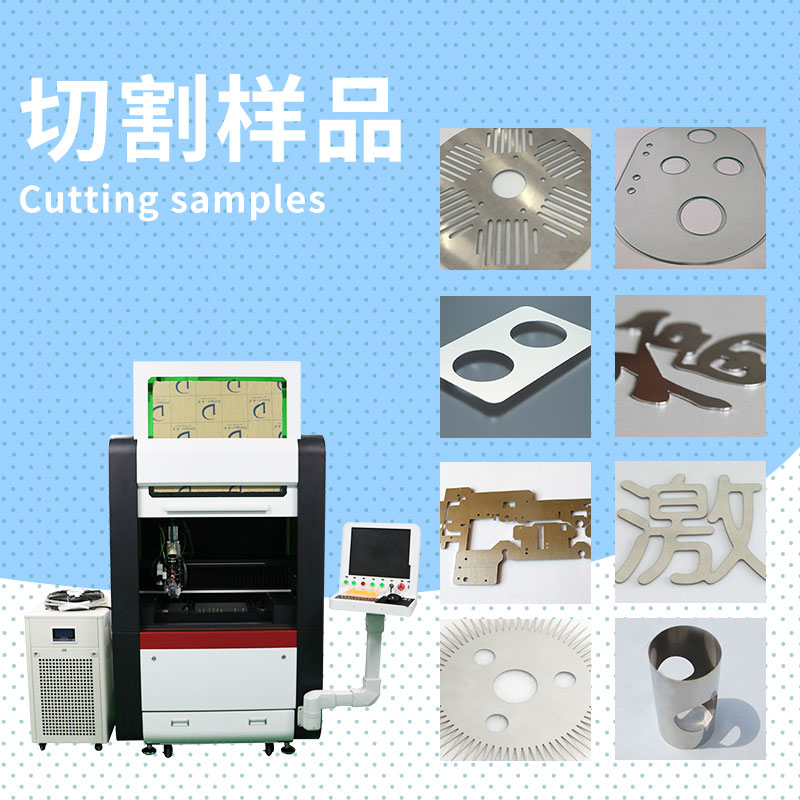
激光焊接機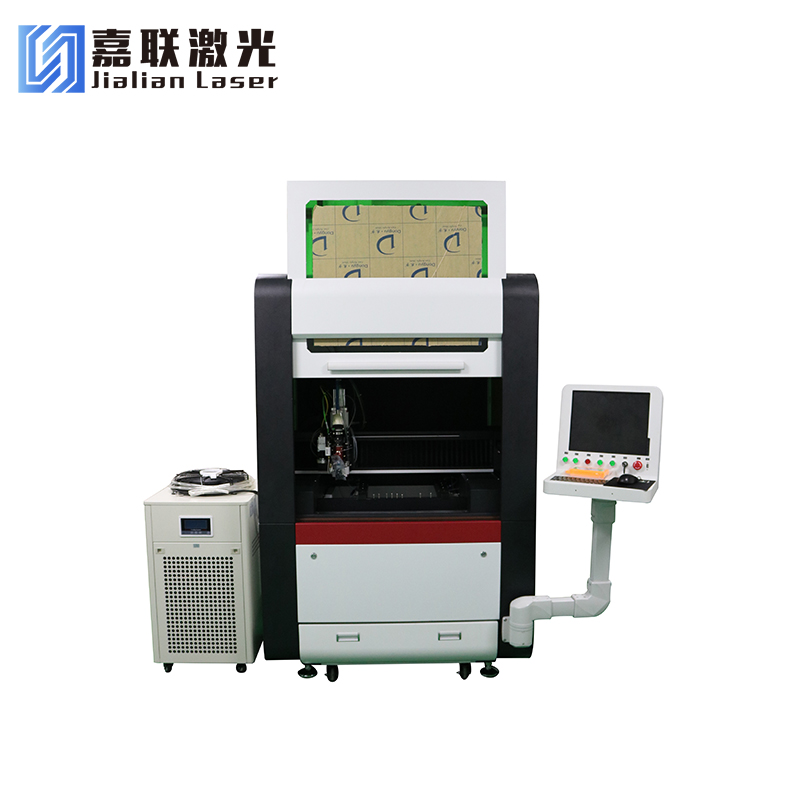 激光切割機
激光切割機





 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639