
作者: 發表時間:2018-12-07 11:14:47瀏覽量:1989【小中大】
激光焊接設備的要害是大功率激光器,首要有兩大類,一類是固體激光器,又稱Nd:yag激光器。Nd(釹)是一種稀土族元素,YAG代表釔鋁柘榴石,晶體結構與紅寶石類似。Nd:YAG激光器波長為1.06μm,首要長處是發生的光束能夠經過光纖傳送,因而能夠省往雜亂的光束傳送系統,適用于柔性制作系統或長途加工,通常用于焊接精度需求比較高的工件。轎車產業常用輸出功率為3-4千瓦的Nd:YAG激光器。另一類是氣體激光器,又稱co2激光器,分子氣體作作業介質,發生均勻為10.6μm的紅外激光,能夠接連作業并輸出很高的功率,規范激光功率在2-5千瓦之間。

與其它傳統焊接技能比較,激光焊接的首要長處是:
1、速度快、深度大、變形小。
2、能在室溫或特殊條件下進行焊接,焊接設備設備簡略。例如,激光經過電磁場,光束不會偏移;激光在真空、空氣及某種氣體環境中均能施焊,并能經過玻璃或對光束透明的資料進行焊接。
3、可焊接難熔資料如鈦、石英等,并能對異性資料施焊,效果杰出。
4、激光聚集后,功率密度高,在高功率器材焊接時,深寬比可達5:1,最高可達10:1。
5、可進行微型焊接。激光束經聚集后可取得很小的光斑,且能精確定位,可使用于大批量自動化出產的微、小型工件的組焊中。
6、可焊接難以接近的部位,實施非觸摸遠間隔焊接,具有很大的靈活性。尤其是近幾年來,在YAG激光加工技能中選用了光纖傳輸技能,使激光焊接技能取得了更為廣泛的推行和使用。
7、激光束易實現光束按時刻與空間分光,能進行多光束一起加工及多工位加工,為更精細的焊接供給了條件。
可是,激光焊接也存在著必定的局限性:
1、需求焊件安裝精度高,且需求光束在工件上的方位不能有顯著偏移。這是由于激光聚集后光斑尺雨寸小,焊縫窄,為加填充金屬資料。若工件安裝精度或光束定位精度達不到需求,很容易構成焊接缺點。
2、激光器及其有關系統的成本較高,一次性投資較大。
激光焊接的技能參數
(1)功率密度
功率密度是激光加工中最要害的參數之一。選用較高的功率密度,在微秒時刻規模內,表層即可加熱至沸點,發生很多汽化。因而,高功率密度關于資料去掉加工,如打孔、切開、雕琢有利。關于較低功率密度,表層溫度到達沸點需求經歷數毫秒,在表層汽化前,底層到達熔點,易構成杰出的熔融焊接。因而,在傳導型激光焊接中,功率密度在規模在104~106W/cm2。
(2)激光脈沖波形
激光脈沖波形在激光焊接中是一個重要問題,尤其關于薄片焊接更為重要。當高強度激光束射至資料外表,金屬外表將會有60~98%的激光能量反射而損失掉,且反射率隨外表溫度改變。在一個激光脈沖效果期間內,金屬反射率的改變很大。
(3)激光脈沖寬度
脈寬是脈沖激光焊接的重要參數之一,它既是差異于資料去掉和資料熔化的重要參數,也是決定加工設備造價及體積的要害參數。
(4)離焦量對焊接質量的影響
由于激光焦點處光斑基地的功率密度過高,容易蒸騰成孔。離開激光焦點的各平面上,功率密度散布相對均勻。離焦方法有兩種:正離焦與負離焦。焦平面坐落工件上方為正離焦,反之為負離焦。按幾許光學理論,當正負離焦平面與焊接平面間隔持平時,所對應平面上功率密度近似一樣,但實際上所取得的熔池形狀不一樣。負離焦時,可取得更大的熔深,這與熔池的構成進程有關。
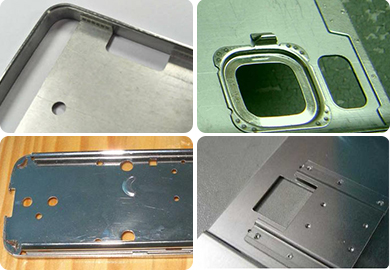
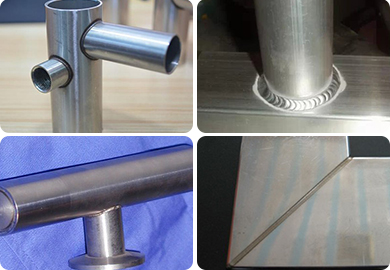
激光焊接的使用范疇
激光焊接在制作行業、粉末冶金范疇、轎車工業、電子工業以及其他范疇都有廣泛的使用。
深圳市嘉聯激光有限公司是一家致力于激光設備的研發、設計、生產、銷售和服務為一體的高新技術企業。想了解更多的技術咨詢,歡迎來嘉聯激光,給您最專業及最耐心的回答。聯系電話:13632989645


 激光打標機
激光打標機 激光焊接機
激光焊接機 激光切割機
激光切割機









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639